




近年来,激光切割设备的市场渗透率不断提高,在逐步替代传统金属成形机床的过程中迎来自身的高速发展期。据OFweek产业研究院数据显示,2019年我国激光切割设备市场规模为266亿元,而6年之前这一市场规模仅有66亿元。
高速发展的市场自然吸引了众多玩家和资金涌入,目前我国从事激光切割机生产的企业有1000多家。一方面,激烈竞争推动技术进步,为行业带来更先进更可靠的产品;但另一方面,大量企业的同质化竞争也使得业内出现了只看价格不谈品质的不良现象。随着光纤激光切割机市场的竞争已进入白热化,如何提升竞争力、确保公司良性发展,成了大家关注的问题。
在不久前举办的OFweek 2020(第十七届)先进激光技术应用峰会上,OFweek激光网有幸采访了奔腾激光的总经理吴让大,就激光切割市场的前景、奔腾激光的布局进行了探讨。

奔腾激光总经理吴让大
图片来源:OFweek激光网
高功率现状:2万瓦工艺进一步提升 综合加工能力替代传统加工机床
2017年,奔腾激光率先推出10kW光纤激光切割机,中国光纤激光切割机市场由此进入万瓦时代。作为最早开始进行万瓦应用的激光企业,奔腾激光占据了先发优势,并不断引领超高功率激光应用的发展,2019年更是率先发布并推动了2万瓦激光应用的落地。吴让大表示:“对奔腾激光而言,发布一款新的产品追求的一定是让客户提高效益、解决实际问题。不论是1万瓦还是2万瓦的发布,都建立在我们已经掌握了稳定的参数和可靠的配套的基础上,我们的标准是产品发布之后发到客户现场可以长时间稳定运转。可以透露一下,我们正在研发更先进的产品并进行了近一年的准备及测试工作,但目前配套还不够成熟,还无法确保客户长期稳定生产。我们正在攻克相关难点,争取明年让新产品和大家见面。”
在今年的工博会上,我们看见奔腾激光确实没有急于发布新产品,而是展示了最新的工艺及应用成果。吴让大表示:“2万瓦发布一年多,我们一直在进行工艺改进和提升,并取得了显著成果。比如过去我们用15KW只能切30mm的碳钢亮面,锥度大约1.5mm,现在采用新工艺,同等功率亮面切割厚度达到40mm,切割速度提高1倍,且板材上下表面锥度只有0.2mm,这是一个质的飞跃。再如,过去厚板切割在收刀的时候总会有一些瑕疵,通过我们研发的智能收刀系统,现在的收刀口已经大有改善,尽管仍会有一点痕迹,但不会像以前那样有很明显的凹凸问题。”
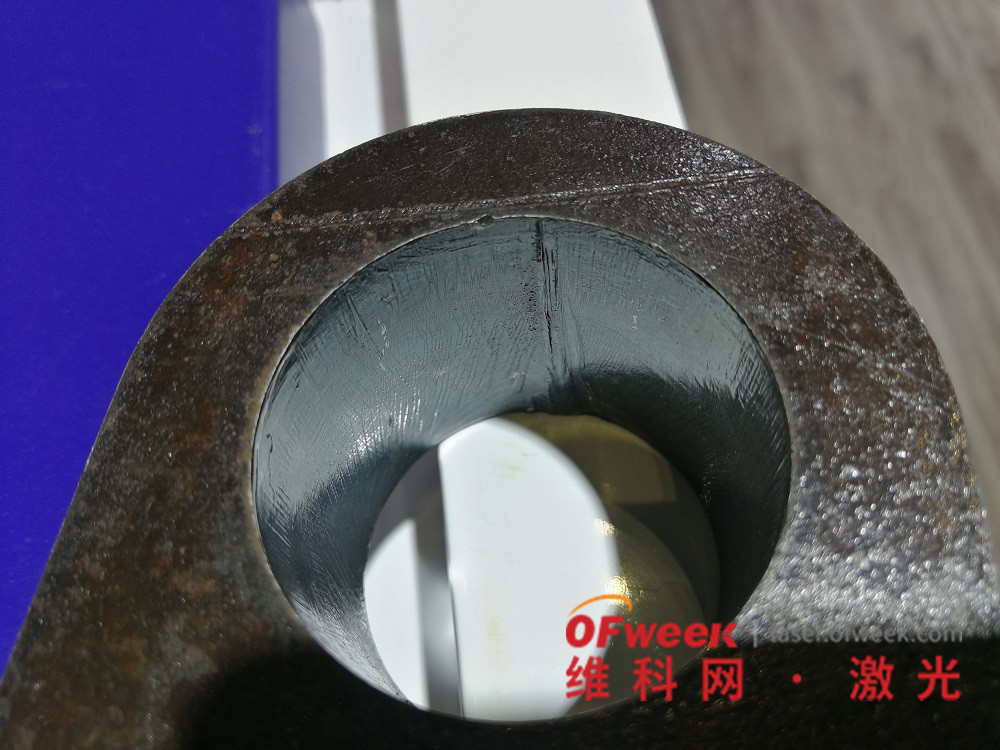
奔腾激光工博会展示45mm样件内孔收刀
图片来源:OFweek激光网
实际上,超高功率切割设备的意义,一方面是其本身的加工效率提高,更为重要的是随着功率提升而获得的功能拓展。吴让大解释说:“过去我们只是单纯的讲激光切割机,现在我们把它叫做综合加工平台。所谓综合加工平台,意味着它不仅可以做切割加工,还可以部分替代钻床、冲床、铣床、等离子切割等功能,只要精度能够满足零件的要求,就可以做许许多多的事情,大大拓展了激光切割机的功能,我想这就是高功率激光给机械加工带来的意外惊喜。”
如何替代钻床、冲床?
大家都知道,钻床及冲床的准备工作较为繁琐,钻床需要大量编程,冲床需要预先开模,而高功率激光自身的切割效率,加上机床的快速响应及超快穿孔功能,可使激光切孔的整体速度超过钻床及冲床。吴让大举例说:“我们有一个现成的案例,在5mm的不锈钢上切500个直径为5mm的小孔,只要一分钟,这个速度是其他机床实现不了的。所以说在某些应用领域,激光可以取代了冲床钻床这样一些传统工具,且生产效率也得到了大大提升,还减少了许多用工成本。”
对铣床而言,其优势在于端面光洁度及精度,但进给速度非常慢。而对于一些需要亮面但精度要求不高的零件而言,高功率激光是非常好的选择。吴让大表示:“我们曾经用40mm的零件加工进行过对比:用铣床铣大概需要40分钟,用2万瓦的激光加工仅需要一分半钟。生产效率提高26倍。当然激光不能完全取代铣床,但只要能满足精度要求,客户自然不会再花更多时间去铣。对激光切割机来说就扩展了它的应用范围。这种情况是中小功率激光所不能实现的。”
差异化路线:坡口切割颠覆性提效降本 市场占有率超过60%
2019年,奔腾激光推出坡口激光切割机,打破了激光切割机只比功率的同质化竞争局面。目前来看,坡口切割的需求在钣金加工中只占一小部分比例(主要是简化后续的焊接准备工作),但坡口切割技术的成熟无疑能为行业发展带来更多的选择。
吴让大举例说:“我们在杭州有个客户是做锅炉设备的,需要将管板焊在一起。其中有一个圆盘,厚度18mm,直径2m,上面600多个大大小小的孔,周边要打坡口,孔也要打坡口。做这样的一个圆盘,原来的工艺需要4个人,耗费约两天时间才能完工。传统工艺首先是等离子下料,然后是进行钻孔,小孔用钻床,大孔用铣床。铣完以后底面有毛刺,要打毛刺,打完毛刺以后每一个孔还要倒角。这个零件本来就很重,也很大,要完成这几道工序需要转场四五次,每次转场后还要重新定位,定位精度也很难保证。所以这样几个工序下来非常麻烦,时间、人力消耗非常大。后来我们给他配了一个15kW带坡口的激光切割机,只需要一个工人在一台机床上就能完成所有的工序,全程耗时3.5小时,这大大提高了效率,也不用转场了,大大节约了时间、场地、人力等等。”
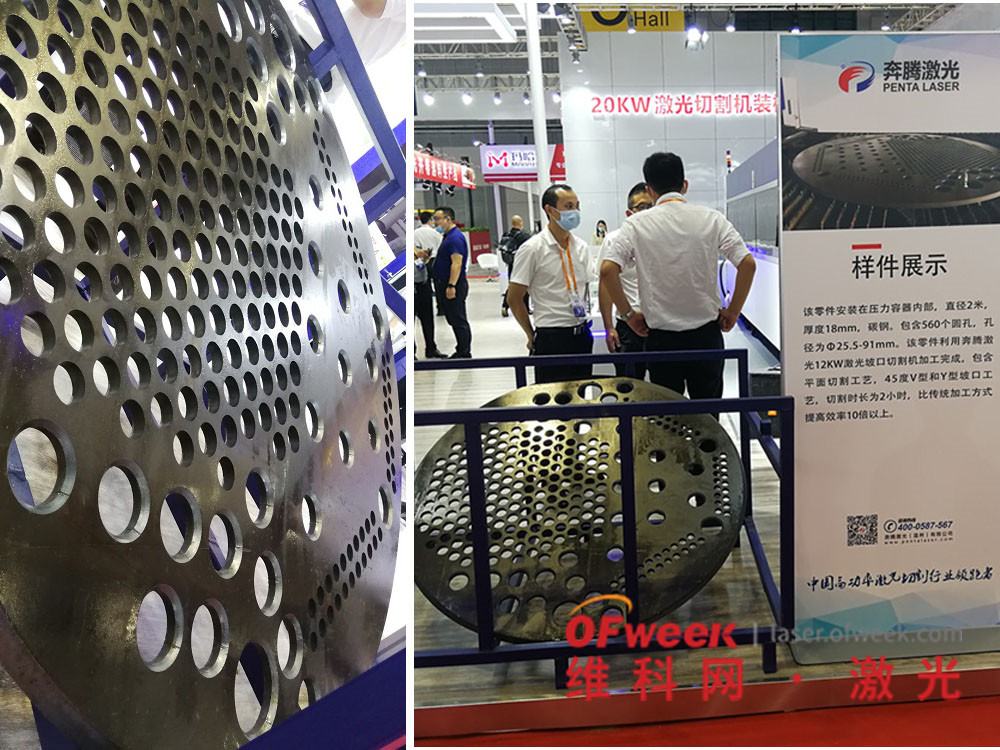
奔腾激光工博会展示坡口切割2m大圆盘
图片来源:OFweek激光网
随着激光在中厚板的应用越来越多,坡口切割的需求也会越来越大。吴让大补充说:“比如铁塔上需要很多厚板,这些板上面要钻孔、要铣边,都需要好几道工序,意味着至少两三套设备要摆在那里。而现在,这些工序都可以用激光切割机一步到位。”
可以说奔腾激光抓住了这个不起眼的机会。据OFweek激光网了解,今年国内疫情得到控制后,3-7月奔腾激光的坡口设备在市场上装机量接近50台,其中三一重工在6月就下了20台12kW坡口切割机。吴让大透露:“目前国内也有其他厂家在做坡口切割机,但我们去年下半年就进入市场把握了先机。在全世界范围针对激光坡口切割机进行调研后发现,我们的激光坡口切割机在全球的市场占有率超过60%。”
市场前景:坚信高功率发展趋势 积极布局机床智能化与焊接应用
激光切割未来该如何发展,业内有许多不同观点。有人认为,6kW能够解决绝大多数钣金加工的需求,应将重心聚焦在市场需求最大的功率段;也有人认为,万瓦稳定性不足,现阶段还不够成熟,用户应该选择更可靠的产品;但吴让大坚信,更高功率的激光应用一定会有市场。他举例说:“以前做千瓦设备的时候,只是把激光用来切割,但到15kW的时候我们就发现它的功能得到了拓展,比如可以在部分场景取代钻床、铣床。未来功率更大,它的功能增加的可能性也会更大,对零件加工的能力也会更强。再来看速度的提升。高铁跟绿皮车相比其实是把速度提高到三倍,原来时速100公里现在是300公里,只是三倍提升,绿皮车就基本被淘汰了。而你看2万瓦激光切割和6千瓦激光切割,速度提升了何止三倍?很多客户开始进行功率提升换代。我曾经提过激光切割进入高铁时代,随着效率大幅提升,在中厚板加工市场,往后发展高功率、淘汰中低功率是必然趋势。当然,在薄板加工领域,中低功率激光还是有市场的。”
除坚持高功率发展路线外,奔腾激光还积极布局机床智能化。吴让大表示:“实际上这个趋势大家都看得到,未来的技术一定是智能技术,谁能在这方面率先取得突破,谁就能够成为新一代技术的代表。我们正在和浙江大学共同进行智能化机床的研发,跟现在的数控机床相比,智能化机床会有很多改进,包括自动实时检测零件精度,无人值守,上下料智能产线,生产计划的数据化和网络化管理等。”
此外,吴让大还提到激光未来的发展方向在于高功率焊接。他认为目前高功率焊接没有普及的原因在于许多工艺问题还没解决:“焊接工艺比切割工艺复杂得多,比如气孔、裂纹、不同产品对焊接强度要求、密封度的要求、疲劳强度测试等等,这些问题还没有全部解决好。我们现在研究这些问题,力求让工艺更成熟,让激光能够和其他能场组合来解决实际问题。焊接实际上是解决方案,高功率激光如何跟弧焊等工艺结合起来共同解决应用难题,是我们未来需要攻克的方向。事实上,去年我们采用复合焊接技术已经完成了600公里时速磁浮高铁机车铝合金底板的焊接工艺,通过了工艺测试,等待未来投入生产制造。”


