




赛仪欧电子供应以太网一致性测试夹具附件配件
以太网一致性测试夹具,主要功能是将双绞线信号转换成示波器能够直接识别的探头和通道信号。同时支持10/100/1000Mbps三种以太网速率级别;免探头设计,只需要使用SMA线缆,降低费用,操作便利;高信号质量转发,支持全部以太网测试项目。测试夹具TF-GBE-BTP,基本以太网测试夹具;TF-GBE-ATP,高级以太网测试夹具,带抖动通道;TF-GBE-JTC,103 米 1000BASE-T 抖

罗包围
2022.06.15以太网一致性测试夹具,主要功能是将双绞线信号转换成示波器能够直接识别的探头和通道信号。同时支持10/100/1000Mbps三种以太网速率级别;免探头设计,只需要使用SMA线缆,降低费用,操作便利;高信号质量转发,支持全部以太网测试项目。测试夹具TF-GBE-BTP,基本以太网测试夹具;TF-GBE-ATP,高级以太网测试夹具,带抖动通道;TF-GBE-JTC,103 米 1000BASE-T 抖


一博科技
2022.02.14作者:一博科技高速先生自媒体成员 黄刚PCIE信号的一致性测试从来都是业界的一个重点和难点,本期借着一个电脑主板的debug案例,高速先生向大家介绍下PCIE一致性测试的过程!相信不少酷爱PCB设计(吃ji游戏)的粉丝们都知道一部好的电脑的重要性,再说得细一点,就是主板和显卡的重要性。近段时间国内某家主板的自研客户听说了我们有PCIE的测试夹具和高端的示波器后,就联系上了高速先生,希望我们帮他们定



一博科技
2021.03.13上期话题若无USB夹具帮忙,PCB改板也枉然!(戳标题,即可查看上期文章回顾)问答关于USB总线的PCB设计,有哪些要注意的关键点呢?感谢各位网友的回答,以下是高速先生的一些意见:1,USB产品的其中一个特殊性是除了单板之外,还需要通过线缆进行连接,因此除了优化单板上的PCB走线之外,还需要保证线缆的性能,另外还有就是USB连接器的位置的优化,也就是USB连接器和线缆接触位置的优化,一般需要用精确

一博科技
2021.03.09作者:黄刚通过一个很费成本的案例告诉大家USB夹具对于定位USB相关产品问题的有效性、准确性以及便捷性。要是看现在高速发展的进程,我们正在从成熟25Gbps到逐渐推广的56Gbps到对112Gbps的研发慢慢推进。在这一条高速的道路上,USB3.0对应的5Gbps已经不算很高速的协议了。不过从行业的细分来看,USB的产品依然占有重要的地位,高速先生团队见过的USB设计和案例也不在少数。USB的设计


OFweek机器人网
2021.02.03工装夹具制造的精度要求夹具的制造公差,根据夹具元件的功用及装配要求不同可将夹具元件分为四类:1、第一类是直接与工件接触,并严格确定工件的位置和形状的,主要包括接头定位件、V形块、定位销等定位元件。2、第二类是各种导向件,此类元件虽不与定位工件直接接触,但它确定第一类元件的位置。3、第三类属于夹具内部结构零件相互配合的夹具元件,如夹紧装置各组成零件之间的配合尺寸公差。4、第四类是不影响工件位置,也不

夹具侠
2020.11.30底板用于机床上时,通过设置螺纹孔、铰孔和槽等,可以更容易的设置与安装夹具,一般根据加工中心工作台的形状制作,作用包括对工件的高度进行调整、保护机床工作台,还能根据需要调整工件朝向,进行多面同时加工。一、底板、底座的种类立式加工中心主要使用底板。卧式加工中心除了使用基础底板以外还有单面底座、双面底座和四面底座。图1卧式加工中心为了对应各种工件尺寸,还会使用六面和八面底座。图2中工件颜色较深的橙色标记

夹具侠
2020.11.29这是夹具侠发布的第 1573 篇技术文章本周夹具一站到底为大家带来的是管件夹具防拉偏改进方案、内径固定夹具锥度角选取方案以及夹具定位面等高块可行性判断。PART 01 管件夹具防拉偏改进方案具体工况:如果毛坯变形稍微多一点的话管子会被拉偏两丝。图1图2思维启迪A:两次装夹,分两序,可以夹紧圆后再固定夹紧块。B:上面夹紧机构需要自适应位置,最后锁定位置,夹紧和锁定位置需要分开。圆柱必须最后定位,不然

夹具侠
2020.11.27
夹具侠
2020.11.26汽车众多零部件中,凸轮、壳体等复杂零件加工向来是一项难题,这次我们就来看一下驱动桥壳、锥齿轮、万向节、开关凸轮这四个零件的加工解决方案和夹持工艺。一、驱动桥壳任务:内径夹持加工:通过车削完成中心孔和外部轮廓的加工解决方案:芯轴夹具夹持工艺:•后拉功能六边形芯轴,适合高扭矩传动以及刚性无振动的夹紧;•通过硫化阶段夹紧轴套以及密封工件止动定位。二、锥齿轮任务:在一个多转轴自动车床上快速实现外径夹紧和轴

夹具侠
2020.11.24在摇臂钻床上加工杠杆臂零件时,需要设计孔φ10mm和φ13mm的钻夹具,经过工艺分析后,决定设计成翻转式钻夹具,以下为设计过程。一、加工工艺分析该工件的结构形状比较不规则,臂部刚性不足,加工孔φ10 mm位于悬臂结构处,且该孔精度和表面粗糙度要求高,故工艺规程中分钻、扩、铰多个工序。由于该工序中两个孔的位置关系为相互垂直,且不在同一个平面里,要钻完一个孔后翻转90°再钻削另一个孔,因此要设计成翻转

夹具侠
2020.11.23- End -出品 | 夹具侠来源 | 金属加工微信号 | bbRichard2018

夹具侠
2020.11.20在薄壁零件切削的关键技术中,举例有薄壁套筒零件车削孔加工的工艺方法,这次我们来看在铣床上加工套筒零件键槽的专用夹具设计,并且每个组件都有具体的尺寸设计图给出。▲ 套筒零件图一、套筒工件的加工工艺分析• 键槽宽6mm由键槽铣刀保证;• 槽两侧对称平面对φ45h6轴线的对称度0.05mm,平行度0.10mm;• 槽深尺寸8mm。二、定位方案与定位元件1.确定定位方案2.选用定位元件 &nb

夹具侠
2020.11.19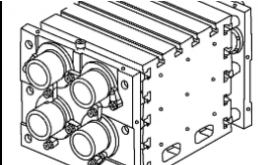
夹具侠
2020.11.18
夹具侠
2020.11.17曲轴是发动机的关键零件之一,其结构复杂,生产批量大,品种更换频繁,精度要求高。因此,曲轴的生产加工不仅要实现柔性换产以面对市场需求,还要满足工艺要求,保证加工精度,最终生产出合格的产品。下面来了解下曲轴加工中的这几点要求。一、曲轴加工大概分几步?毛坯(小型曲轴为锻造、大型曲轴为球墨铸铁铸造),锻造时是将棒料烧红后通过多道锻模,锻成多拐平面状,在红热状态下最后一道工序将各拐拧转到相应的角度。1)车定


