




【序】
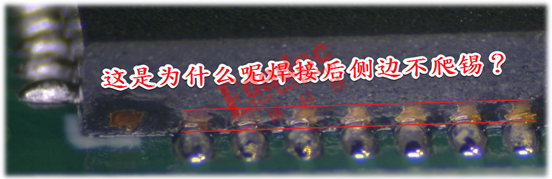
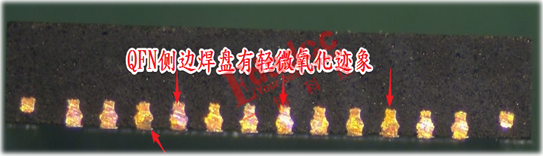
QFN器件侧边裸铜焊盘、SMT焊接后侧边pad为什么不爬锡或爬锡高度达不到IPC里面的标准要求,这是一个令人纠结和头疼的问题。要怎么解决这个问题呢,今天我们就来聊聊这个QFN侧边焊盘不爬锡、带来焊盘接触性虚焊、假焊、功能测试不稳定等潜在隐患,且听高速先生娓娓道来。
【正文】
随着电子行业的发展,PCB的布线程度越来越紧凑、选用的QFN器件也越来越多、QFN器件由于体积小、重量轻、加上杰出的电性能和热性能,这种封装特别适合任何一个对尺寸、重量和性能都有的要求的产品应用,由于QFN封装不像传统的SOIC与TSOP封装那样具有鸥翼状引线,内部引脚与焊盘之间的导电路径短,自感系数以及封装体内布线电阻很低,所以它能提供卓越的电性能。以32引脚QFN与传统的28引脚PLCC封装相比较为例,面积(5mm×5mm)缩小了84%,厚度(0.9mm)降低了80%,重量(0.06g)减轻了95%,电子封装寄生效应也提升了50%,所以非常适合应用在手机、数码相机、PDA以及其他便携小型电子设备的高密度印刷电路板上。
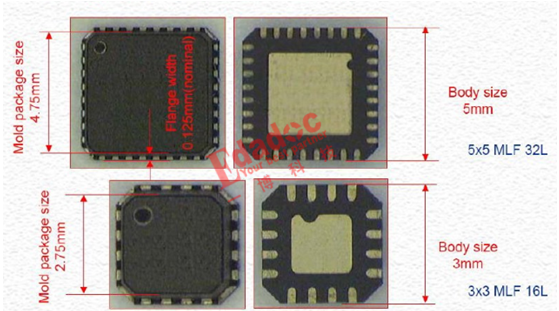
QFN器件的焊盘设计主要有三种的布局方式:①A底部焊盘设计;②B底部内侧焊盘设计;③C侧边焊盘与底部焊盘设计;
A类和B类侧边是无法爬锡的、重点关注C类如何爬锡达到50%以上(如下图)

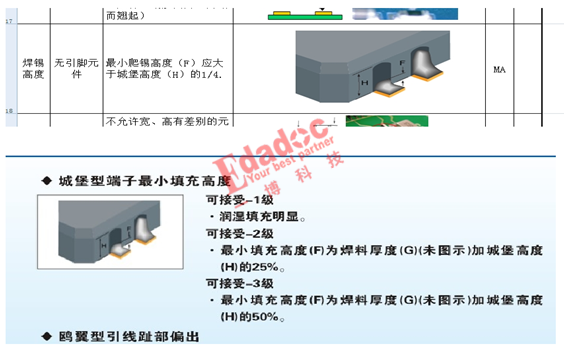
按照IPC-A-610的标准QFN侧边焊盘爬锡要求,分为三个等级如下:
1级为QFN焊盘底部填充锡润湿明显;
2级为侧边焊盘高度的25%;
3级标准为侧边焊盘高度的50%;
今天我们就来聊聊这个QFN侧边焊盘不爬锡、将带来焊盘接触性虚焊、假焊、功能测试不稳定等潜在隐患。从 QFN侧边焊盘是否爬锡或爬锡高度不满足50%以上,可以很清晰的设别焊接品质,外观看起来也更加的完美。
一起走进验证...焊接爬锡高度如何达到50%+以上?
案列一:
某客户反馈、批量产品、QFN侧边焊盘爬锡高度没有达到要求50%+以上、实际为25%左右、故做出以下的方案改进:

此为0.5pitch QFN PCB PAD 0.28mm阻焊内距0.22mm
改善前数据:零件pin脚长度为1.10mm、钢网开孔长度为1.25mm、外扩0.15mm.宽度单边内切0.02mm。钢网厚度0.12mm。

改善后数据:QFN器件在钢网开孔基础上外扩原来的1倍(钢网厚度优化0.13mm、外扩0.30mm)。
把原使用的XX锡膏更换成某个方面有优势的锡膏,更有利于焊接过程爬锡高度。

优化结果:
QFN器件在钢网开孔及锡膏上做优化后、QFN侧边上锡达到客户要求50%+、部分上锡达到100%效果.

x-ray图示、底部填充良好:

案列二:
生产过程中发现某颗QFN芯片焊接过程中、爬锡高度未能达到50%+以上,对品质有严重的影响。
故现场验证改进:
A、已生产焊接后的产品在QFN侧边焊盘上加点适量助焊膏后二次过炉回焊、焊接效果如下:


B、在未生产过程中印刷锡膏后、担心QFN焊盘上锡不佳的情况下、可以在PCB PAD中心接地位置加适量助焊膏、焊接爬锡效果也是非常好的、(助焊膏需慎重使用)如下图:


综以上经验:方案一适用于批量产品的改善、方案二适用于试产+小批量的改善。
方案一总结:增加钢网外扩锡量、厚度及锡膏成分中助焊膏活性的作用、有效的去除侧边焊盘上的氧化物质同时有充足锡量确保侧边焊盘的爬锡高度.
方案二总结:单一的涂抹助焊膏、在回流焊加热过程中助焊膏不仅可以去除氧化物的功能,同时助焊膏挥发出的气体向上排出时还有引流拉动锡向上延展的作用,就有效确保了QFN侧边焊盘的爬锡高度。

这正是:
技术求精,
不断创新。
众志成城,
超越自我。


