





一、PCBA组装流程设计1.全SMD布局设计随着元器件封装技术的发展,基本上各类元器件都可以用表面组装封装,因此,尽可能采用全SMD设计,有利于简化工艺和提高组装密度。根据元器件数量以及设计要求,可以设计为单面全SMD或双面全SMD布局(见图1)。❖


图1双面SMD布局设计对于双面全SMD布局,布局在底面的元器件应该满足顶面焊接时不会掉下来的最基本要求。装配工艺流程如下。(1)底面:印刷焊膏→贴片→再流焊接。(2)顶面:印刷焊膏→贴片→再流焊接。之所以先焊接底面,是因为一般底面上所布局的SMD考虑到了不能掉下来的焊接要求。2.顶面混装,底面SMD布局设计这是目前常见的布局形式,根据插装元器件的焊接方法,可以细分为三类布局,即波峰焊接、托盘选择性波峰焊接和移动喷嘴选择性波峰焊接或手工焊接。由于焊接工艺不同,设计要求略有不同。1)底面采用波峰焊接的布局设计底面采用波峰焊接的布局设计如图2所示,这类布局适合复杂表面组装元器件(不适合波峰焊接的SMD)可以在一面布局下的情况。❖


图2 底面采用波峰焊接的布局设计波峰焊接的布局设计,其上的SMD必须先点胶固定。采用的装配工艺流程如下:(1)顶面:印刷焊膏→贴片→再流焊接。(2)底面:点胶→贴片→固化。(3)顶面:插件。(4)底面:波峰焊接。之所以先焊接顶面,一方面,因为裸的PCB在焊接前比较平整;另一方面,因为底面胶的固化温度比较低(≤150℃),不会对顶面上已经焊接好的元件构成不良影响。2)底面采用托盘选择性波峰焊接的布局设计底面采用托盘选择性波峰焊接的布局设计如图3所示,这类布局适合SMD数量多、一面布局不下,又有不少插装元器件的情况。❖


图3 底面采用托盘选择性波峰焊接的布局设计底面布局要求比较多,一是SMD元件不能太高;二是波峰焊接元器件与托盘保护的SMD之间的间隔要满足工装、温度的设计要求。托盘选择性波峰焊接的布局设计,其装配工艺流程如下:(1)底面:印刷焊膏→贴片→再流焊接。(2)顶面:印刷焊膏→贴片→再流焊接。(3)顶面:插件。(4)底面:加托盘波峰焊接,如图4所示。❖


图4 托盘3)底面采用移动喷嘴选择性波峰焊接的布局设计底面采用移动喷嘴选择性波峰焊接的布局设计如图5所示,这类布局适合SMD数量多、一面布局不下,只有少数插装元器件的情况。❖


图5 底面采用移动喷嘴选择性波峰焊接的布局设计底面布局与双面全SMD基本一样,只要插装引脚与周围元器件的间隔满足喷嘴焊接要求即可。底面采用移动喷嘴选择性波峰焊接的布局设计,其装配工艺流程如下:(1)底面:印刷焊膏→贴片→再流焊接。(2)顶面:印刷焊膏→贴片→再流焊接。(3)底面:移动喷嘴选择性波峰焊接。二、表面组装元器件的封装形式SMD的封装结构是工艺设计的基础,因此,在这里我们不按封装的名称而是按引脚或焊端的结构形式来进行分类。按照这样的分法,SMD的封装主要有片式元件(Chip)类、J形引脚类、L形引脚类、BGA类、BTC类、城堡类,如图6所示。❖
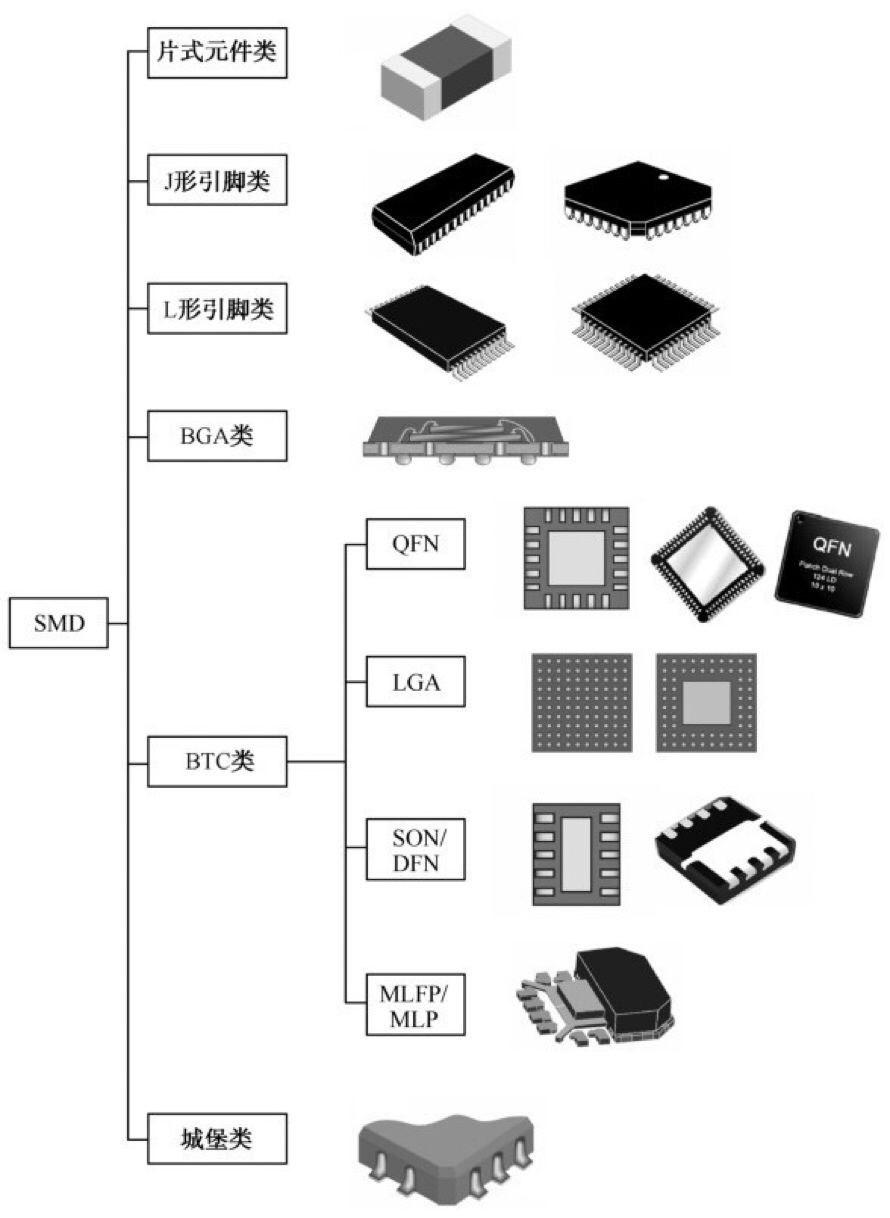

图6 SMD的封装形式分类三、片式元件类封装片式元件类一般是指形状规则、两引出端的片式元件,主要有片式电阻、片式电容和片式电感,如图7所示。❖


图7 片式元件类常见封装1.耐焊接性根据PCBA组装可能的最大焊接次数以及IPC/J-STD-020的有关要求,一般片式元件具备以下的耐焊接性:1)有铅工艺(1)能够承受5次标准有铅再流焊接,温度曲线参见IPC/J-STD-020D。(2)能够承受在260℃熔融焊锡中10s以上的一次浸焊过程。2)无铅工艺(1)能够承受3次标准有铅再流焊接,温度曲线参见IPC/J-STD-020D。(2)能够承受在260℃熔融焊锡中10s以上的一次浸焊过程。2.工艺特点片式电阻/电容的封装比较规范,有英制和公制两种表示方法。在业内多使用英制,这主要与行业习惯有关。常用片式电阻/电容的封装代号与对应尺寸,见表1。表1 常用片式电阻/电容的封装代号与对应尺寸(单位:mm)❖


0603及以上尺寸的封装工艺性良好,正常工艺条件下,很少有焊接问题;0402及以下尺寸的封装,工艺性稍差,一般容易出现立碑、翻转等不良现象。四、J形引脚类封装J形引脚类封装(J-lead),是SMT早期出现的一类封装形式,包括SOJ、PLCCR、PLCC,如图8所示。❖


图8 J形引脚类常见封装1.耐焊接性J形引脚类封装耐焊接性比较好,一般具备以下的耐焊接性。1)有铅工艺能够承受5次标准有铅再流焊接,温度曲线参见IPC/J-STD-020D。2)无铅工艺能够承受3次标准有铅再流焊接,温度曲线参见IPC/J-STD-020D。2.工艺特点(1)引脚间距为1.27mm。(2)J形引脚类封装引线引线间距大且不容易变形,一般工艺水准下,都不会出现焊接不良问题,具有非常好的工艺性。(3)不足之处就是封装尺寸大,I/O数受限制。五、L形引脚类封装L形引脚,也称鸥翼形引脚(Gull-wing lead),此类封装有很多种,主要有SOIC、BQFP、QFP、SQFP和QFPR、TSSOP,如图9所示。之所以种类复杂,是因为它们源自不同的标准,如IPC、EIAJ、JEDEC,从工艺的角度我们可以简单地把它归为SOP、QFP两类。❖


图9 L形引脚类常见封装1.耐焊接性L形引脚类封装耐焊接性比较好,一般具备以下的耐焊接性。1)有铅工艺能够承受5次焊接峰值温度为235℃、225℃以上最少持续30s的再流焊接过程。2)无铅工艺能够承受3次焊接峰值温度为260℃、250℃以上最少持续30s的再流焊接过程。2.工艺特点(1)引脚间距形成标准系列,如1.27mm、0.80mm、0.65mm、0.635mm、0.50mm、0.40mm、0.30mm。其中1.27mm只出现在SOIC封装上,0.635mm只出现在BQFP封装上。(2)L引脚类封装全为塑封器件,容易吸潮,使用前需要确认吸潮是否超标。如果吸潮超标,应进行干燥处理。(3)0.65mm及以下引脚间距的封装引脚比较细,容易变形。因此,在配送、写片等环节,应小心操作,以免引脚变形而导致焊接不良。如不小心,掉到地上,捡起来后应进行引脚共面度和间距的检查与矫正。(4)0.40mm及其以下引脚间距的封装,对焊膏量非常敏感,稍多可能桥连,稍少又可能开焊。因此,在应用0.40mm及其以下引脚间距的封装时,必须确保稳定、合适的焊膏量。六、BGA类封装BGA类封装(Ball Grid Array),按其结构划分,主要有塑封BGA(P-BGA)、倒装BGA(F-BGA)、载带BGA(T-BGA)和陶瓷BGA(C-BGA)四大类,如图10所示。❖


❖


图10 BGA类的封装形式(1)BGA引脚(焊球)位于封装体下,肉眼无法直接观察到焊接情况,必须采用X光设备才能检查。(2)BGA属于湿敏器件,如果吸潮,容易发生“爆米花”、变形等焊接缺陷或不良,因此,组装前必须确认是否符合工艺要求。(3)BGA也属于应力敏感器件,四角焊点应力集中,在机械应力作用下很容易被拉断,因此,在PCB设计时应尽可能将其布放在远离拼板边和安装螺钉的地方。七、BTC类封装在IPC-7093中列出的BTC类封装形式有QFN(Quad Flat No-Lead package)、SON(Small Outline No-Lead)、DFN(Dual Flat No-Lead)、LGA(land Grid Array)、MLFP(Micro Leadframe Package),如图11所示。❖
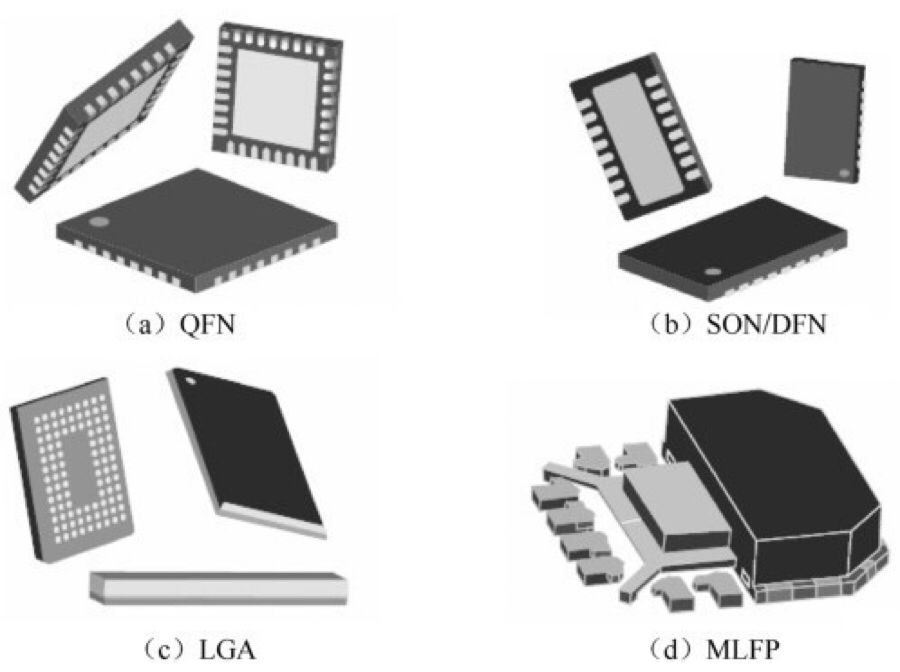

图11 BTC类的封装形式(1)BTC的焊端为面,与PCB焊盘形成的焊点为“面-面”连接。(2)BTC类封装的工艺性比较差,换句话讲,就是焊接难度比较大,经常发生的问题为焊缝中有空洞、周边焊点虚焊或桥连。这些问题产生的原因主要有两个:一是封装体与PCB之间间隙过小,贴片时焊膏容易挤连,焊接时焊剂中的溶剂挥发通道不畅通;二是热沉焊盘与I/O焊盘面积相差悬殊,I/O焊盘上焊膏沉积率低时,容易发生“元件托举”现象即热沿焊盘上熔融焊料将元件浮起的现象。经验表明,确保I/O焊盘上焊膏合适转移比减少热沉焊盘上的焊膏量更有效。根据贾忠中著SMT核心工艺解析与案例分析改编



