





丰田于2012年10月在日本国内推出了雷克萨斯LS的小改款,为了提高车身刚性,首次引进了被称为“激光螺旋焊接”的新型激光焊接法。最近,大家也在新款的普锐斯门洞止口看到了这种连接方式。一直觉得挺神秘的,今天我们就一起来看看丰田一直在推广的连接方式。
分类介绍
激光螺旋焊(Laser Screw Welding,简称LSW)是一种通过激光束的作用,在板材之间形成熔核的焊接工艺。丰田未公布使焊接点形成圆形的具体方法,不过根据名称想像的话,估计是通过螺旋状的照射激光形成的,激光螺旋焊的原理如图2所示。

图2 激光螺旋焊原理
以下为激光螺旋焊的操作视频演示:
此前,丰田也是使用激光焊接,具体工艺是在点焊之后的点与点之间激光焊形成细线的方式。焊点之间有由于热影响区的问题必须间隔一定距离,不然会导致短路电流太大而失效。若焊点间隔太大,未结合的面积就会变大,从而使连接强度降低。

图3 激光熔焊与激光螺旋焊对比
于是,丰田开发了激光螺旋焊。该工艺是在点焊的焊点之间形成多个圆形的焊接特征,从外观来看,形成的是与点焊相同的直径约为5mm的圆形焊接点(首次在LS上采用的4mm,后进行了工艺改良)。激光飞行焊与激光螺旋焊的外观对比如图3,激光螺旋焊LSW与传统点焊交叉应用的示意如图4所示。

图4激光螺旋焊与传统点焊配合使用
激光螺旋焊的外观一面是凹坑(手感像焊点),一面是类似平面(无手感)。其断面效果如图5所示,上方为被连接的板材存在间隙的效果,下方为无间隙零贴合的效果。

图5 激光螺旋焊断面效果
工艺特点
激光螺旋焊LSW通过在点焊的焊点之间形成多个圆形焊接点,与形成连续的线幅1毫米左右焊缝的激光焊接相比,增加了接合面积。由于接合面积增加,因此可抑制车门开口部的变形,车身刚性的提高得以实现,如图6是LSW对性能的提升效果展示。

图6 激光螺旋焊对性能的影响
提升刚度是丰田一直采用该工艺的原因之一,从2013年在LS上首次应用以来,就一直强调LSW对(门洞止口)刚度的提升作用。图7为普锐斯的车身环状结构示意。

图7 普锐斯的侧围与C柱环状结构
具体有没有这么好的效果呢,不扯别的,我们来看看LSW的具体优点:
1 允许有板件间隙
传统的激光焊接由于板材间隙问题,工艺可适应性相对较差,但采用螺旋焊可以吸收板材未贴合带来的配合间隙对焊接的影响。
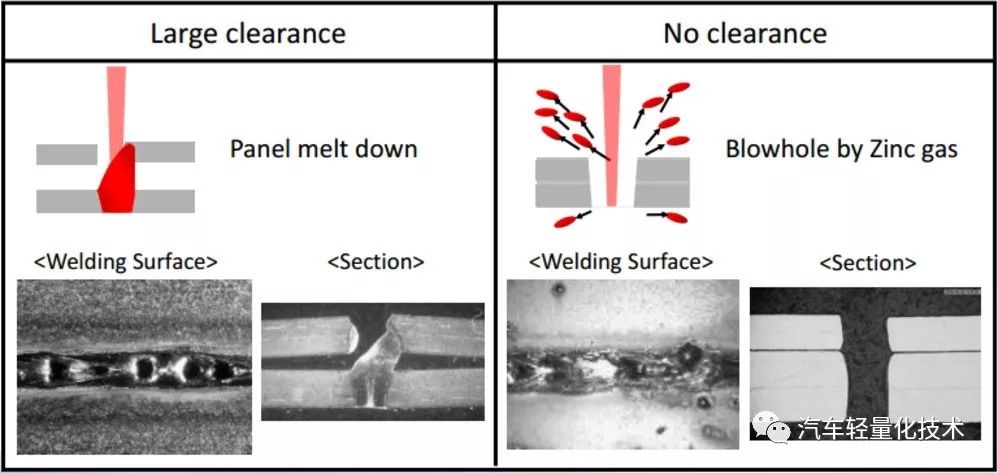
图8 传统激光焊接的缺陷
2 可快速焊接
激光螺旋焊每一点是0.3-0.8秒,比以往的点焊实现了更高速接合。由传统的点焊改为激光螺旋焊,可以使焊接工程减少40%的时间。图9为LSW对产线和二氧化碳排放量的影响。

图9 传统激光焊接的缺陷
3 可缩短焊接间距
传统点焊会因为焊接间隔短而产生分流,进而导致焊接质量不稳定,但是LSW在焊接间距上没有限制。两者的间隙对比情况见图10。

图10 传统点焊与激光螺旋焊间隙对比
4 单侧工艺
作为激光焊接的特征,一方可达是可能的,因此接合配置的自由度很高,对车身结构设计的限制较小。如图11,激光螺旋焊用于车身C柱环零件的焊接。

图11 激光螺旋焊用于C柱环的焊接
5 可连接多层板
与传统的激光焊接工艺相比,LSW可以有效地熔接3-4片板材。图12所示为激光螺旋焊用于连接多层板的效果。
 图12 激光螺旋焊用于多层板连接
图12 激光螺旋焊用于多层板连接
应用案例
激光螺旋焊LSW主要由丰田汽车开始研发,目前在量产车型上仅在丰田车系上见过LSW焊点。据连接群大神称,通用汽车GM已经开发并应用了激光螺旋焊工艺。
1 Lexus-LS-2013

图13 Lexus-LS
激光螺旋焊LSW于2012年开始研发,并从2013年开始在丰田各大车系开始推广应用。第一次在雷克萨斯LS上使用,这种技术和它的名字一样酷。
雷克萨斯LS上采用激光螺旋焊接的部位是A柱到B柱的上部以及B柱到C柱的上部。焊接点数量为单侧30至40个左右。如图14所示。

图14 激光螺旋焊在Lexus-LS上的应用
2 激光Lexus-NX-2014

图15 激光螺旋焊在Lexus-NX上的应用
3 Lexus-RC-2014

图16 激光螺旋焊在Lexus-RC上的应用
4 Lexus-IS-2015

图17 激光螺旋焊在Lexus-IS上的应用
5 Lexus-RX-2016

图18 激光螺旋焊在Lexus-RX上的应用
6 普锐斯-2016

图19 丰田普锐斯第四代1

图20 丰田普锐斯第四代2

图21 丰田普锐斯第四代3

图22 丰田普锐斯第四代4

图23 丰田普锐斯第四代5

图24 丰田普锐斯第四代6

图25 丰田普锐斯第四代7

图26 丰田普锐斯第四代8

图27 丰田普锐斯第四代9

图28 丰田普锐斯第四代10
7 Lexus-ES-2019

图29 Lexus-ES

图30 LSW计划在Lexus-ES上的应用
综上案例,激光螺旋焊在丰田车系上主要用于侧围门洞止口边,用于增强车身的整体刚度;并且替代传统焊点,缩短工序时间。
总结
激光螺旋焊可以完成有间隙板件的连接,对板料间隙的敏感度较传统的激光焊接方式低。但是,该工艺采用的激光器为大功率(4-5kw)激光器,另外还据说使用了德国的6kw光纤激光。可见,该工艺的初期投资肯定不少!
随着人们对品质要求的提高,制造速度的加快,由于车身结构更加坚固,制造速度越来越快,噪音和嘎嘎声越来越少。激光螺旋焊接技术能否成为汽车制造业变革的第一步?让我们拭目以待!
---END---
猜你喜欢的文章
► 【连接技术】铝点焊,想说爱你不容易
► 【连接技术】奥迪宝马都在用的单边连接技术-阿诺德“流钻螺钉”系列产品全解析


